
Vero ALPHACAM(CAM加工)
2023.1.0.115 中文版- 軟件大小:4.46 GB
- 軟件語言:繁體中文
- 更新時間:2024-09-21
- 軟件類型:國外軟件 / 機械電子
- 運行環境:WinXP, Win7, Win8, Win10, WinAll
- 軟件授權:免費軟件
- 官方主頁:
- 軟件等級 :
- 介紹說明
- 下載地址
- 精品推薦
- 相關軟件
- 網友評論
Alphacam 2023提供零件加工設計功能,你可以在軟件上編輯零件加工工序,可以編輯刀具使用方式,可以設置孔加工方式,可以設置車削方式,可以設置多軸加工方式,常用的CAD,CAM功能都可以在這款軟件找到,適合專業人士加工零件,設計機械產品使用;Alphacam為用戶提供專業的設計功能,您可以在軟件上添加實體模型執行設計,也可以從外部cad軟件添加模具執行加工,這里小編推薦的是ALPHACAM 2023中文版,如果你需要學習這款軟件就下載使用!
新版功能
機械加工
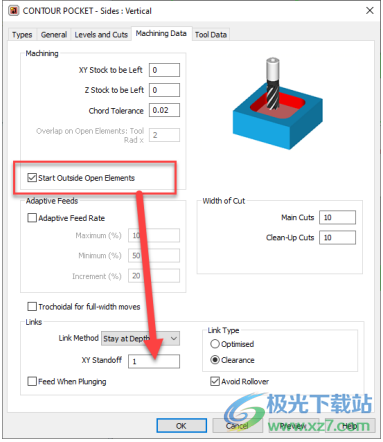
機械加工-凹進-使用Z輪廓粗加工-在零件外部開始
新選項使用Z輪廓凹進時添加了一個新的從打開的元件外部開始復選框。選中時,“打開圖元上的重疊”的用戶設置將被禁用,刀具量的距離由“支座”控制。如果口袋有開口元件,此選項通過將工具放入口袋外的新鮮空氣中開始加工。XY支座參數可用于控制從刀具邊緣到口袋開口側的距離
機加工-粗加工或精加工-新的忽略開放式元件選項
已將新的忽略打開式元件選項添加到粗加工中。選中后,將不會對開放式元件進行機加工,這意味著機加工路徑可能不再閉合,可能由一個或多個開放式路徑組成。支持Auto Z并考慮以前的加工。注意:選擇此選項時,“打開圖元上的重疊”工具Rad 8*的用戶設置將被禁用。選定的路徑刪除了所有打開的圖元,并創建了新的路徑(假定為開放端)

機械加工-支持標簽增強
“編輯加工”菜單中的“添加支持標記”命令得到了增強,使其更快速、更易于使用,同時也為用戶提供了更好的反饋。不用鼠標拾取單個刀具路徑,而是可以在多個刀具路徑上放置一個新的區域選擇器,并將支持標記自動添加到與圓相交的所有刀具路徑中。這是通過在鼠標光標處顯示固定大小的圓形幾何體來實現的,并允許用戶放大/縮小以控制與該圓相交的刀具路徑的數量。一旦選擇了刀具路徑,將在所有刀具路徑上創建對齊的標記。狀態欄消息指示已向圖形中添加了多少個支撐標記
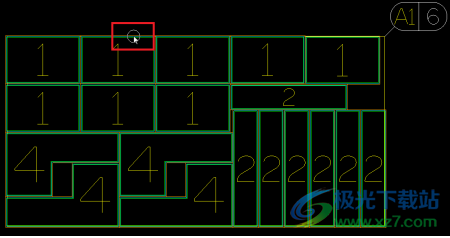
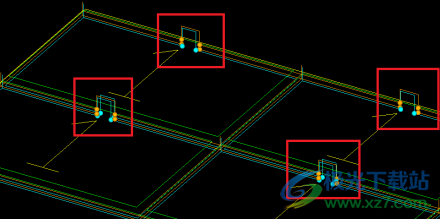
第二個增強提供了添加了標簽的視覺線索。這在二維視圖中特別有用,在添加支持標記后,無法看到對工具路徑的更改。通過在每個標簽的開始和結束處添加彩色球,可以直觀地表示每個標簽。球的顏色與其刀具路徑相同,并且在“添加支持標記”命令處于活動狀態時可見。圖形中任何預先存在的標記也將被賦予彩色球標記,從而更容易查看標記以前的位置

第三個增強功能已經實現,用于刪除支持標簽。從Edit Machining(編輯加工)菜單中選擇Remove Support Tags(刪除支撐標記)時,將顯示顯示支撐標記位置的視覺輔助,用戶現在可以單獨或通過窗口選擇要刪除的支撐標記。通過在輸入欄中單擊鼠標右鍵、按Esc鍵或單擊“完成”完成命令后,將顯示一個消息框,指示已從圖形中刪除了多少個支撐標記。
有了新的更改,在嵌套圖紙中添加和刪除支撐標記的速度要快得多,而且不再需要不斷更改視圖來查看標記是否已插入到所需位置。
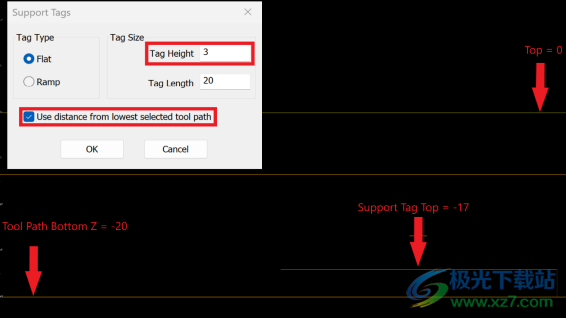
機械加工-支撐標記-參考Z高度最低選定刀具路徑的選項“添加支撐標記”命令已得到增強。添加了一個新的“使用距最低選定刀具路徑的距離”選項,該選項可在“標記頂部Z”(全局Z級別)和“標記高度”之間切換,該選項在最低選定刀具軌跡上方創建該高度的標記。例如,如果標記高度為3,并且選擇的最低刀具路徑為-20,則標記頂部將為-17
注意:默認情況下,“使用距最低選定刀具路徑的距離”選項處于激活狀態
機械加工-粗加工或精加工-如果未選擇碰撞檢查面,則給出未檢查的結果以前,在創建“粗加工/精加工實體模型面”操作時,如果“選擇要碰撞的面”
如果選擇了check選項,并且用戶選擇不拾取任何犯規檢查面,則不會創建該操作。
在此版本中:
?將創建該操作,如果編輯該操作,則將取消選擇“選擇要進行碰撞檢查的面”。
?如果應用“粗糙/精加工實體模型面樣式”并選中“選擇面以進行碰撞檢查”選項,也會發生同樣的情況;將在取消選擇選項的情況下創建操作。
?如果編輯了以前取消選擇選項的操作,但選擇了該選項而沒有選擇任何犯規檢查面,則現在會創建該操作并自動取消選擇該選項。
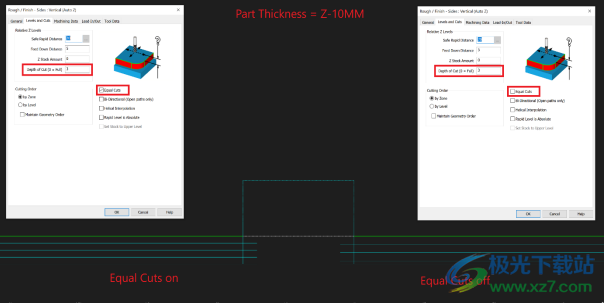
機械加工-粗加工或精加工-自動Z-添加等切割選項
“等切割”選項已添加到“粗略/精加工自動Z幾何體”、“帶有工具側的粗略/精處理實體模型面”和“機孔自動Z”中。
如果需要,新的“相等切割”選項會減少切割深度,以便所有切割都相等。新選項位于“標高和切割”選項卡中,如果“切割深度”設置為0或選中“螺旋”選項,該選項將被禁用。
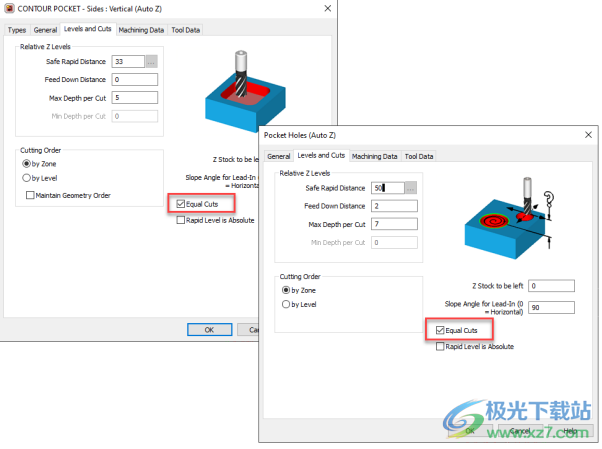
機械加工-口袋和口袋孔-自動Z-添加等切割選項
新的等切割選項已添加到“自動Z”口袋和口袋孔中。如有必要,新的等切口選項可減少切割深度,使所有切割都相等。新選項位于“標高和挖方”選項卡中,如果“挖方深度”設置為0,該選項將被禁用。還要注意,當“相等切割”處于激活狀態時,最小切割深度將被禁用。
機械加工-鋸切-自動Z-增加了等切割選項
“等切割”選項已添加到“鋸切自動Z幾何體”和“實體模型面”中。如果需要,新的“相等切割”選項會減少切割深度,以便所有切割都相等。新選項位于“標高和挖方”選項卡中,如果“挖方深度”設置為0,該選項將被禁用。

機械加工-粗加工或精加工-帶刀具側面的機器實體-碰撞檢查-改進對額外實體的支持
碰撞檢查在帶有工具側的粗加工/精加工機床實體面中得到了增強,可以自動檢查活動圖形中所有可見模型的所有面。
注意:如果用戶已選擇“選擇要進行碰撞檢查的面”選項,則此選項不適用
軟件特色
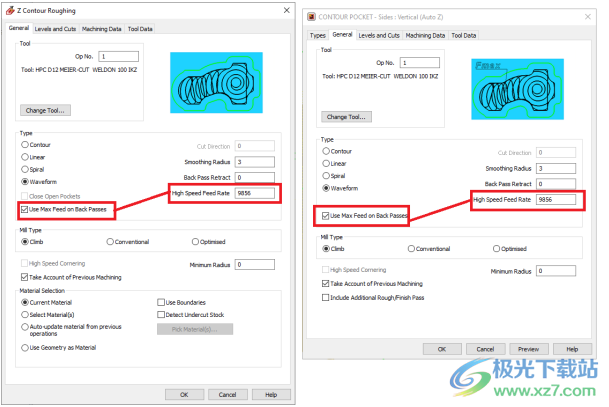
機械加工-凹坑加工和Z粗加工-波形-最大反饋次數-用戶對使用值的控制
一個新的高速進給速率參數已添加到三維加工Z輪廓粗加工和使用Z輪廓粗處理的口袋。該參數位于“常規”選項卡中,靠近“使用最大回傳”復選框。
加載舊圖形/樣式時,新參數默認為從當前后處理器讀取的“高速進給速率”,可能為0。
$753最大進給速度(根據本崗位情況,使用mm/min或in/min)
5000mm/分鐘
VB帖子
Config.FeedMax=5000
在操作中,高速進給速率為0意味著使用切割進給,因為沒有高速進給速率。
高速進給速率不能為負,如果它大于后處理器中的值(如果設置),則在離開選項卡或單擊“確定”時將顯示警告(除非更改值,否則僅顯示一次)
加工-石頭-鋸-切割和移動-幾何選擇的重復循環
幾何圖形選擇已增強,因此,在完成“剪切和移動”操作后,幾何圖形提示將保持活動狀態,直至取消。通過這種方式,許多操作可以變得更快。

機械加工-4K-能夠調整刀具路徑厚度
對于此版本,已經進行了增強,可以調整刀具路徑線的厚度。新設置位于“常規設置”對話框的“線寬”選項卡上,可通過“主頁”選項卡上的“配置”命令訪問。保存后,該設置會在ALPHACAM的會話之間被記住,但可以根據需要進行編輯。
可以選擇三個線厚度選項:“薄”、“法線”和“厚”,也可以在同一對話框中設置這些線的權重。請注意,對線寬權重的任何更改也將影響使用該選項的任何其他線型

加工周期
加工周期-新的“預覽”命令按鈕
正在通過添加“預覽”命令按鈕來增強加工周期。首次創建操作時,其作用類似于“確定”按鈕,提示進行所需的選擇,但不同之處在于對話框返回屏幕。然后,用戶可以進行更改,并再次按“預覽”以立即查看差異。
創建新操作并按“預覽”一次或多次,然后按“取消”將不會創建新操作。必須按下OK才能保持新操作。
編輯操作并按“預覽”一次或多次,然后按“取消”,將使操作參數返回到應用任何編輯之前的值。必須按“確定”才能保留更改

運營經理
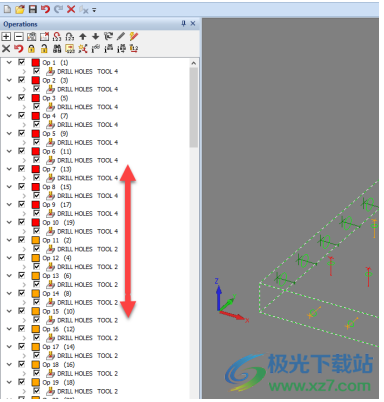
Operations Manager-對排序操作的拖放支持
現在可以將操作拖動到另一個位置。可以在圖紙內移動操作,但不能從一張圖紙移動到另一張圖紙。
注意:用戶有責任確保操作符合邏輯順序
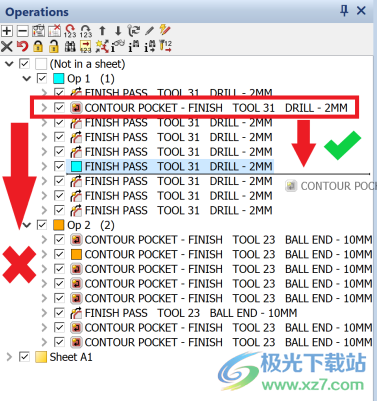
Operations Manager-拖放以重新排序子操作
現在可以將子操作拖動到同一父操作中的另一個位置。子操作不能拖放到其他父操作。
注:用戶有責任確保子操作符合邏輯順序
工具庫
工具庫-添加工具類型過濾器按鈕
工具選擇用戶界面已更新。它現在使用了一個帶工具類型過濾按鈕的功能區界面,用戶可以在不同的工具類型之間快速過濾
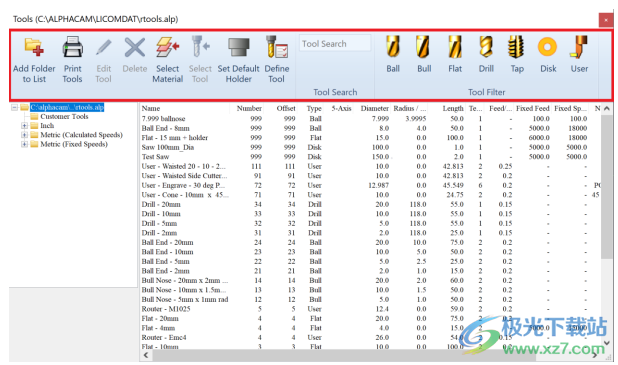
刀具庫-刀具尖端和測量線的圖形顯示
添加了代表刀尖和測量線參考點的圖形基準符號,以幫助可視化用戶輸入值。
車床工具將顯示刀尖和刀塔偏移參考點

安裝方法
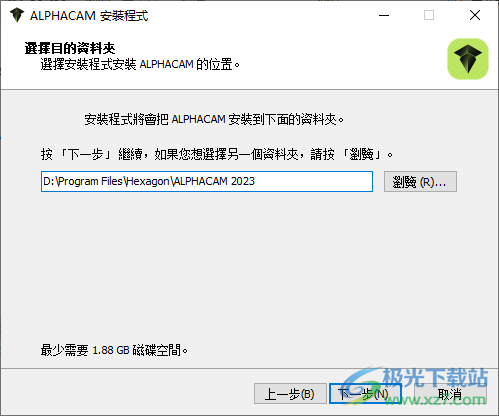
1、將ALPHACAM 2023軟件安裝到電腦,直接安裝到D:Program FilesHexagonALPHACAM 2023
2、提示軟件的安裝進度條,等待幾分鐘
3、軟件安裝完畢以后在開始菜單打開ALPHACAM License Manager 2023一次

4、打開以后直接關閉就可以了

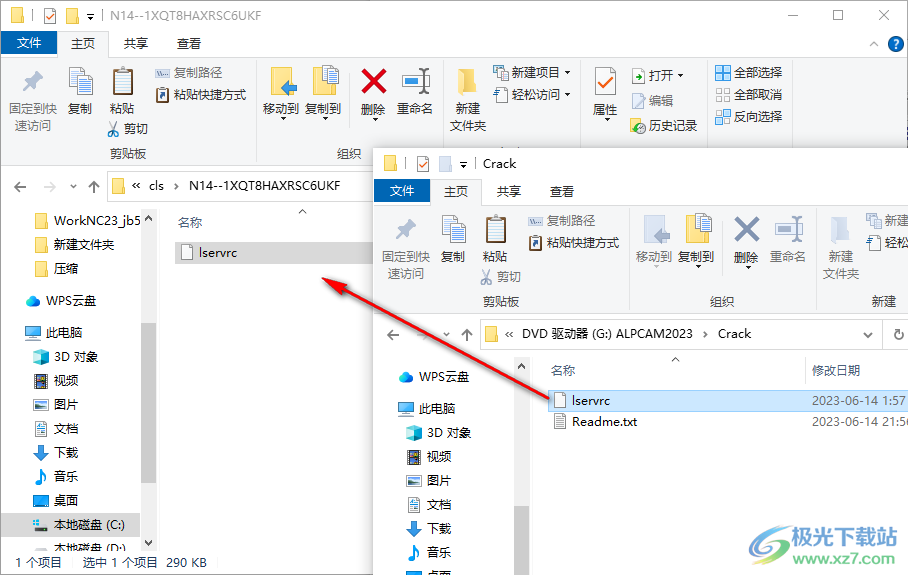
5、然后在Crack文件夾復制補丁lservrc,將其粘貼到C:ProgramDataVero SoftwareClsN14-+
6、如圖所示,這里是Alphaedit 2023的功能界面
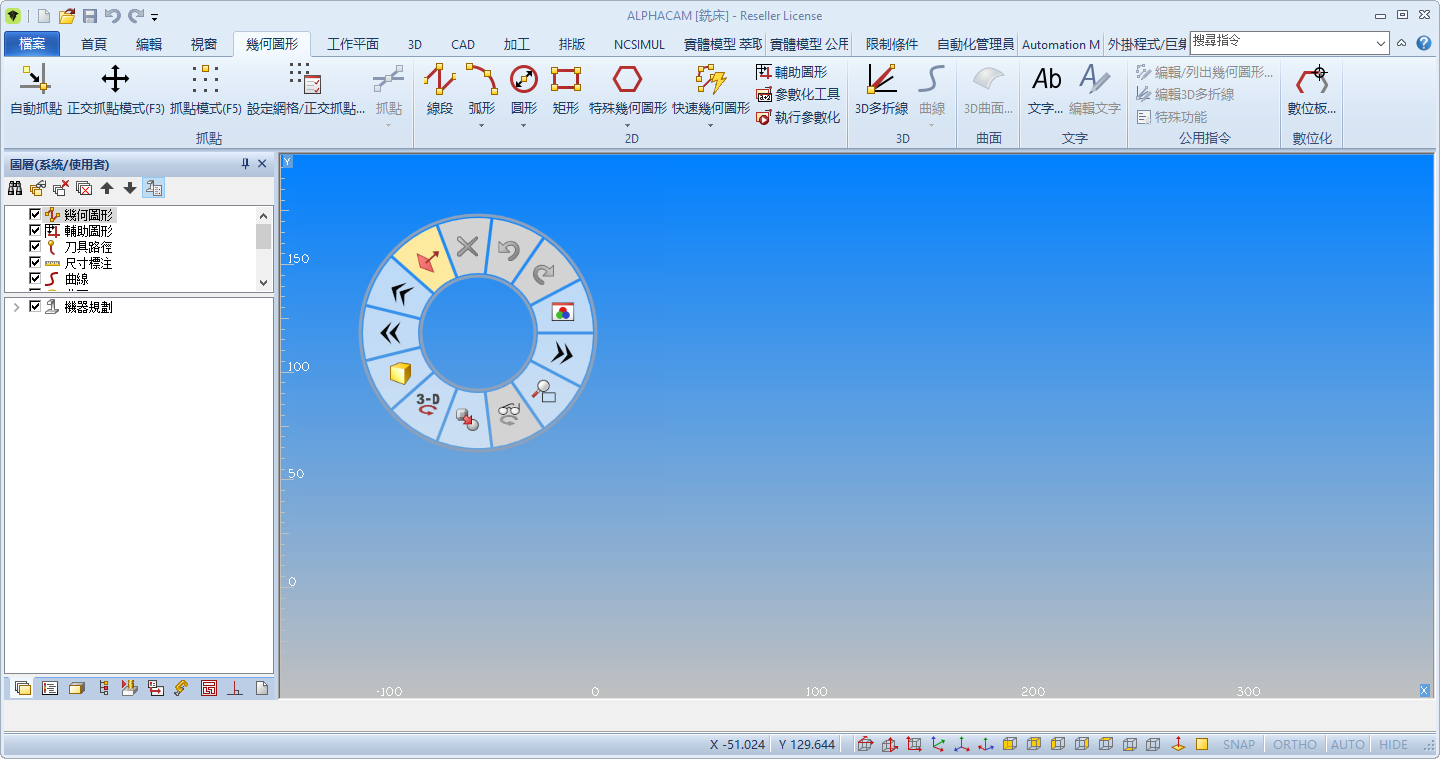
7、ALPHACAM 2023的界面如圖所示,可以在這里設計零件

官方教程
1、“類型”選項卡
將鼠標指針放置在對話框上的每個選項或字段上,將顯示工具提示。

此選項卡包含以下選項:
側面-允許您設置將用于確定如何應用刀具路徑的側壁條件:
垂直-如果側墻是垂直的,請選擇此選項。
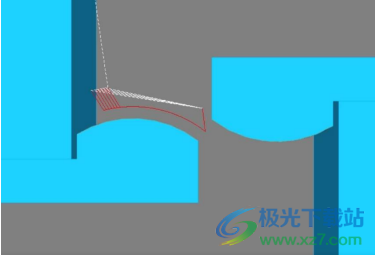
傾斜-如果側墻是傾斜的,請選擇此選項。(角度和頂部/底部半徑可稍后設置。)
異形-如果側墻很復雜,請選擇此選項。(系統將提示您選擇表示縱斷面的平地中的幾何圖形路徑。)
自動Z-如果側墻是垂直的并且具有Z標高,則選擇此選項。
上一個工具輪廓-選擇此選項可基于上一個刀具計算側墻輪廓。
如果選擇了“傾斜”、“輪廓”或“上一個工具輪廓”,則將禁用“加工數據”選項卡中的螺旋庫存刪除。
幾何圖形-使您能夠指定將應用命令的幾何圖形:
所有幾何圖形-選擇當前圖形中的所有可見幾何圖形。
選定-使您能夠使用鼠標指針選擇各個幾何圖形。
局部-使您能夠通過選擇起點和終點在幾何圖形上定義局部刀具路徑。
生成的刀具路徑可能會有所不同,具體取決于在幾何體上設置的刀具方向。
2、“常規”選項卡
將鼠標指針放置在對話框上的每個選項或字段上,將顯示工具提示。

此選項卡包含以下選項:
工具-允許您設置操作編號,并在必要時查看或更改所選工具:
操作編號-刀具路徑的操作編號。
工具-當前選定工具的名稱。
更改工具-激活“選擇工具”命令,使您可以更改工具。
補償-使您能夠選擇將要使用的刀具補償類型:
刀具中心-輸出的X和Y坐標將與刀具的中心線相同。
此選項不允許機床控制器應用刀具半徑補償。
機器補償(G41/42)-輸出的X和Y坐標將與幾何圖形處于同一水平。
此選項允許機床控制器應用刀具半徑補償。
G41/42在刀具中心-輸出的X和Y坐標將與刀具的中心線相同。
此選項允許機床控制器應用刀具半徑補償。
在快速進近/回縮時應用補償-如果選中,所選刀具補償類型將應用于快速移動。
3、“標高和剪切”選項卡
將鼠標指針放置在對話框上的每個選項或字段上,將顯示工具提示。
此選項卡上顯示的選項將根據在“類型”選項卡的“側面”部分中選擇的選項而有所不同。
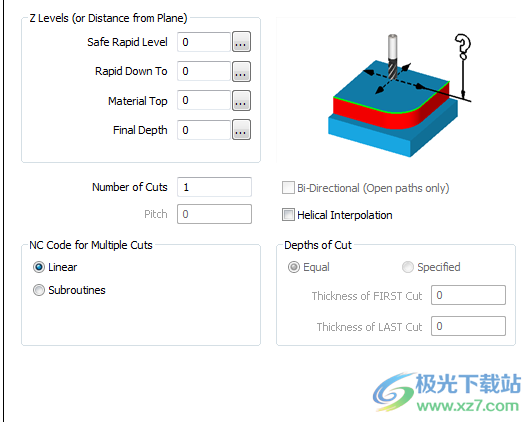
此選項卡包含以下選項:
Z標高(或距平面的距離)-使用這些選項可以指定安全的快速進給標高和材料深度:
注意:拾取按鈕可用于從繪圖區域中進行選擇,作為在字段中鍵入值的替代方法。
安全快速水平-刀具可以快速安全地穿過加工區域的Z水平。
快速下降到-工具可以快速下降到的Z級別。
材料頂部-待加工材料頂部的Z級。
最終深度-工具進行最終過程的Z級別。
切割順序-這些選項允許您指定刀具路徑的排序方式:
by Zone-將按順序創建工具路徑,從第一個幾何體開始,然后是第二個幾何體,依此類推。
按級別-將按順序創建工具路徑,從第一個深度的所有幾何圖形開始,然后是第二個深度,依此類推。
雙向(僅限開放路徑)-此選項允許您指定是否在開放路徑上創建雙向切割,或者創建的操作是否必須從幾何圖形的起點開始,并在每個切割的幾何圖形的終點結束。
螺旋插值-此選項使生成的刀具路徑在Z軸上按閉合幾何體上的“間距”值逐漸移動。
切割數量-此選項允許您指定ALPHACAM將用于創建此操作的切割數量。
間距-這是螺旋插值將用于在Z軸上進行的值。
多個切割的NC代碼-這些選項決定了多個切割使用哪種NC代碼類型:
線性-使用線性NC代碼。
子程序-將子程序用于NC代碼類型。
切割深度-此選項允許您指定使用多個切割的操作的厚度。
斜面-本節包含與斜面參數相關的選項:
側角-坡度和垂直方向之間的角度。0度是垂直的(沒有坡度)。
頂部半徑-坡度頂部的唇緣半徑。0表示沒有半徑(給出尖銳的頂部邊緣)。
底部半徑-坡度底部的根部半徑。0表示沒有半徑(只是刀具邊緣上的半徑)。
最大誤差-通過將刀具向外移動最大誤差來計算切割深度,然后向下移動,直到接觸點碰到斜坡。
每次切割的最大深度-如果“最大誤差”計算的深度超過此值,則使用的切割深度。
Redraw-通過重新繪制刷新預覽,合并對本節中數據輸入字段所做的任何更改。
異形側面-本節包含與異形側面參數相關的選項:
最大誤差-通過將刀具向外移動最大誤差,然后向下移動,直到接觸點與坡度相遇,來計算切割深度。
每次切割的最大深度-如果“最大誤差”計算的深度超過此值,則使用的切割深度。
相對Z水平-這些選項允許您指定安全的快速進給距離和庫存量:
注意:拾取按鈕可用于從繪圖區域中進行選擇,作為在字段中鍵入值的替代方法。
安全快速距離-刀具可以快速安全地穿過加工區域的Z級。
向下進給距離-工具可以快速向下移動到的Z級別。
Z庫存量-要應用于刀具路徑Z值的調整量。(這可以是正的,也可以是負的)。
切削深度(0=全)-定義每次通過刀具路徑所獲得的切削深度,直到達到調整后的最終深度。
Rapid Level是絕對的-對于工作平面中不平行于平面的幾何圖形,此選項將導致Rapid垂直于平面投影,直到它達到絕對的Z Level。
4、加工數據選項卡
將鼠標指針放置在對話框上的每個選項或字段上,將顯示工具提示。

此選項卡包含以下選項:
機械加工-允許定義機械加工的技術方面:
待保留的物料量-加工完成后剩余的物料量,單位為。
初始庫存-上一次加工后剩余的初始庫存量(單位)。
若要啟用此選項,“切割數量”必須大于1,或者必須檢查螺旋庫存移除。
打開圖元上的重疊:Tool Rad x-此操作將重疊打開圖元的值(單位)。
這是一個經過計算的字段。例如,如果工具半徑為0.5,而該值為1,則操作將與打開的圖元重疊0.5個單位。如果將該值更改為10,它將與打開的元素重疊5個單位。
庫存移除-允許您定義切割和刀具路徑參數:
切割次數-完成操作所需的具有不同庫存量的刀具移動次數。
相等-如果選中,則每個切口的寬度將相等。因此,每個切口的寬度由切口的數量決定。
指定-如果選中,則可以定義第一個和最后一個切割的寬度。其余切口寬度相等。
第一次切割寬度-第一次切割的寬度(單位)。
最后一次切割的寬度-最后一次剪切的寬度(單位)。
螺距-螺旋刀具路徑的螺距,單位為。
此值不能大于“初始庫存”和“待保留庫存”之間的差值。
若要啟用此選項,必須選中螺旋庫存刪除。
螺旋形坯料移除-如果選中,刀具路徑將是螺旋形。
如果在其他選項卡中選擇了Machine Comp(G41/42)、G41/G42 on Tool Centre、Spiral Interpolation、Sloping、Profiled或Previous Tool Profile,則此選項將被禁用。
使用本地排序-如果選中,則刀具路徑將根據要加工的每個幾何體而不是所有要加工的幾何體進行排序(分組)。
鏈接-確定當“切割數”大于1時,工具如何從一條路徑的末端移動到另一個路徑的起點。四個選項是:無、直線、S-Link和回路。關閉參見插圖。
沒有一個
直的
S-Link
環
以下幾點適用于“鏈接”選項:
只有當“切割順序”設置為“按級別”時,鏈接才可用。
只有當路徑之間的距離小于或等于刀具半徑(即初始庫存切削次數<=刀具半徑)時,才會創建鏈接。
如果應用引入/引出移動,則引入應用于第一個路徑的起點,引出應用于最后一個鏈接路徑的終點。
只有當“補償”設置為“刀具中心”時,才能應用“直線”和“S-Link”選項。
切割順序-允許您指定多個切割的順序:
按區域-如果選中,則在移動到下一個區域之前,將完成特定區域中的所有切割。
按級別-如果選中,則在移動到下一個Z級別之前,將完成同一Z級別上的所有切割。
5、工具數據選項卡
將鼠標指針放置在對話框上的每個選項或字段上,將顯示工具提示。
此選項卡包含以下選項:
工具-使您能夠定義工具的詳細信息和特性,包括識別號、直徑、速度和進給:
刀具編號-將在NC代碼中使用的選定刀具的默認刀具編號。
偏移編號-將在NC代碼中使用的刀具偏移編號。
直徑-選定刀具的直徑,單位為。
主軸速度-此操作的默認主軸速度。
向下進給-此操作的默認向下進給速度。
切割進給-此操作的默認切割進給速度。
冷卻液-允許您指定加工過程中使用的冷卻液輸送方法:
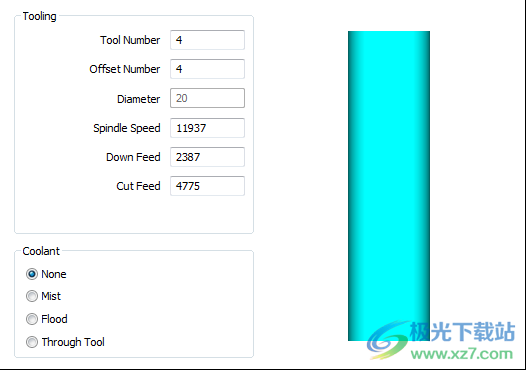
無-不提供冷卻液。
薄霧-將輸送冷卻液薄霧。
溢出-冷卻液會溢出工件。
直通工具-冷卻液將通過工具輸送
6、“類型”選項卡
將鼠標指針放置在對話框上的每個選項或字段上,將顯示工具提示。
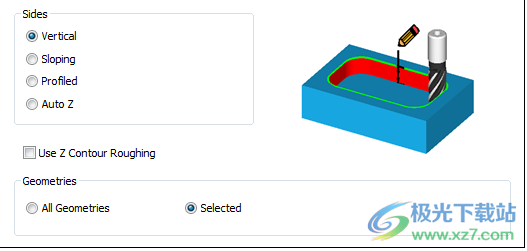
此選項卡包含以下選項:
側面-這些選項允許您設置側壁條件,以確定如何應用口袋:
垂直-如果側墻是垂直的,請選擇此選項。
傾斜-如果側墻傾斜,請選擇此選項(稍后可以設置角度和頂部/底部半徑)。
輪廓-如果側墻很復雜,請選擇此選項(系統將要求您在表示輪廓的平地中拾取幾何圖形路徑)。
自動Z-如果側墻是垂直的并且具有Z標高,則選擇此選項。
使用Z輪廓粗略處理-此選項允許您指定將使用Z輪廓粗糙處理執行袋裝程序。
如果選中“使用Z輪廓粗略處理”復選框,則其他選項卡的內容會發生顯著變化。請參閱單獨的主題。
幾何圖形-這些選項允許您指定將應用命令的幾何圖形:
所有幾何圖形-選擇當前圖形中的所有可見幾何圖形。
選定-允許您使用鼠標指針選擇要應用工具路徑的單個幾何圖形。
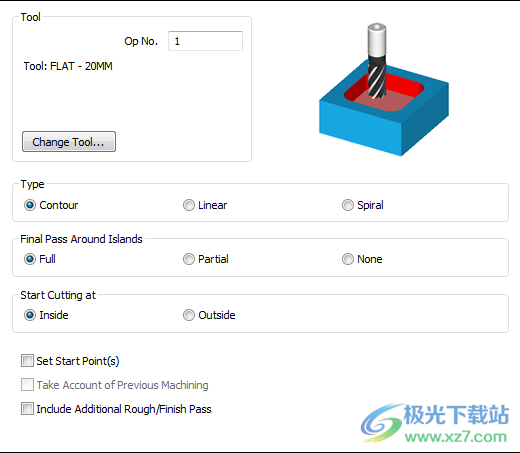
7、“常規”選項卡
將鼠標指針放置在對話框上的每個選項或字段上,將顯示工具提示。
此選項卡包含以下選項:
工具-允許您設置操作編號,并在必要時查看或更改所選工具:
操作編號-刀具路徑的操作編號。
工具-當前選定工具的名稱。
更改工具-激活“選擇工具”命令,使您可以更改工具。
類型-本節包含口袋操作類型的選項:
輪廓-工具將在幾何體周圍移動,試圖在工具直徑允許的范圍內盡可能接近其形狀。
線性-該工具將遵循一條線性路徑,該路徑將凹出幾何圖形的形狀。
螺旋形-該工具將遵循螺旋形路徑,該路徑將凹出幾何圖形的形狀(僅限圓弧和圓)。
島嶼周圍的最終通行證-這些選項允許您確定在使用口袋例程創建島嶼時希望所選工具執行的最終通行的類型:
島嶼周圍的最終通行證只能通過帶有垂直邊的口袋例程進行更改(自動Z使用垂直邊)。
完整-圍繞任何孤島創建完整的刀具路徑。
部分-創建一個刀具路徑,該路徑將僅切割口袋例程后剩余的材料。
無-不創建刀具路徑來移除口袋例程后剩余的材料。
開始切割位置-這些選項允許您指定應首先切割口袋的哪個區域:
內側-從內向外切開口袋。
外側-從外側向內切開口袋。
設置起點-此選項允許您在創建口袋后選擇工具的起點。
考慮以前的加工-此選項考慮已應用于輪廓的任何以前的加工。
包括其他粗加工/精加工過程-此選項允許您在完成袋裝選項后自動顯示“粗加工/完成”對話框。完成后,兩個例程(“裝袋”和“粗略/完成”)將合并為一個可編輯的操作。
8、“常規”選項卡(Z輪廓粗略處理)
本主題介紹在“類型”選項卡中選中“使用Z輪廓粗略處理”選項時此選項卡的內容。
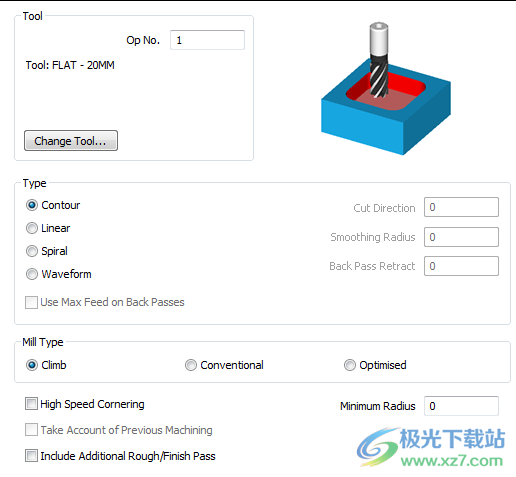
將鼠標指針放置在對話框上的每個選項或字段上,將顯示工具提示。
此選項卡包含以下選項:
工具-顯示當前選定工具的名稱:
操作編號-此屬性指定要創建的刀具路徑的操作編號。此數字通常反映進行最近創建的操作的數字。
-此按鈕允許您更改所選工具,作為選擇工具的快捷方式。。。命令將顯示一個單獨的對話框,以便進行選擇。
類型-這些選項允許您從不同類型的袋裝程序中進行選擇:
輪廓-工具將在幾何體周圍移動,試圖在工具直徑允許的范圍內盡可能接近其形狀。
線性-該工具將遵循一條線性路徑,該路徑將凹出幾何圖形的形狀。
螺旋形-該工具將遵循螺旋形路徑,該路徑將凹出幾何圖形的形狀。
波形-此策略使用較大的軸向切削深度(高達刀具槽長度的100%),再加上刀具直徑的較小徑向嚙合,從而總體上降低切削力,尤其是徑向方向的切削力。
在回程中使用最大進給量-如果選中,則此選項可在回程上使用最大允許進給量(由$753或后處理器中的PostConfigure.FeedMax指定),在回程中,刀具與材料長距離脫離,否則刀具將“切割空氣”。
平滑半徑(Smoothing Radius)-此設置控制在接近拐角時連接刀具路徑的線性移動之間的相切圓弧的半徑。
回程回縮-較大的軸向切割深度會導致刀具彎曲,因此當在回程上脫離時,刀具會去除少量材料。這會使工具底部變鈍,并在部件中產生不必要的熱量。
切割方向-以度為單位指定切割的方向。這將影響線性輪廓類型的生成方式。
磨機類型-這些選項根據磨機類型指定刀具應切割的樣式:
爬升-此選項指定刀具應在輪廓的左側進行切割。
常規-此選項指定刀具應在輪廓的右側進行切割。
優化-此選項將優化切割,以確保連桿移動保持在最低限度。根據輪廓的不同,工具可以在輪廓的任一側進行切割。
高速轉彎-這允許您指定如何處理銳角。如果選中,將為所有尖角創建一個半徑。如果取消選中,將創建具有角度的角。
高速轉彎將減少刀具路徑長度,保持刀具速度,縮短循環時間,還將降低機器應力。權衡是將生成大量的NC代碼。
考慮以前的加工-此選項允許您指定是否希望輪廓查找并避免零件上以前在相同切削深度加工過的任何區域。
包括其他粗加工/精加工過程-此選項允許您在完成袋裝選項后自動顯示“粗加工/完成”對話框。完成后,兩個例程(“裝袋”和“粗略/完成”)將合并為一個可編輯的操作。
最小半徑-指定用于拐角的半徑。
下載地址
- Pc版
Vero ALPHACAM(CAM加工) 2023.1.0.115
本類排名
本類推薦








裝機必備
換一批






















- 聊天
- qq電腦版
- 微信電腦版
- yy語音
- skype
- 視頻
- 騰訊視頻
- 愛奇藝
- 優酷視頻
- 芒果tv
- 剪輯
- 愛剪輯
- 剪映
- 會聲會影
- adobe premiere
- 音樂
- qq音樂
- 網易云音樂
- 酷狗音樂
- 酷我音樂
- 瀏覽器
- 360瀏覽器
- 谷歌瀏覽器
- 火狐瀏覽器
- ie瀏覽器
- 辦公
- 釘釘
- 企業微信
- wps
- office
- 輸入法
- 搜狗輸入法
- qq輸入法
- 五筆輸入法
- 訊飛輸入法
- 壓縮
- 360壓縮
- winrar
- winzip
- 7z解壓軟件
- 翻譯
- 谷歌翻譯
- 百度翻譯
- 金山翻譯
- 英譯漢軟件
- 殺毒
- 360殺毒
- 360安全衛士
- 火絨軟件
- 騰訊電腦管家
- p圖
- 美圖秀秀
- photoshop
- 光影魔術手
- lightroom
- 編程
- python
- c語言軟件
- java開發工具
- vc6.0
- 網盤
- 百度網盤
- 阿里云盤
- 115網盤
- 天翼云盤
- 下載
- 迅雷
- qq旋風
- 電驢
- utorrent
- 證券
- 華泰證券
- 廣發證券
- 方正證券
- 西南證券
- 郵箱
- qq郵箱
- outlook
- 阿里郵箱
- icloud
- 驅動
- 驅動精靈
- 驅動人生
- 網卡驅動
- 打印機驅動



網友評論